Tutto sulle dimensioni della maschiatura

Sapere tutto sulle dimensioni dei rubinetti per maschiatura è molto utile per tutti coloro che devono creare sempre questo filo. È necessario considerare attentamente il passo standard dei maschi M6 e M8, M10 e M12, M16 e M30. Dovrai anche studiare le dimensioni in pollici e i principi di selezione della sezione del trapano.

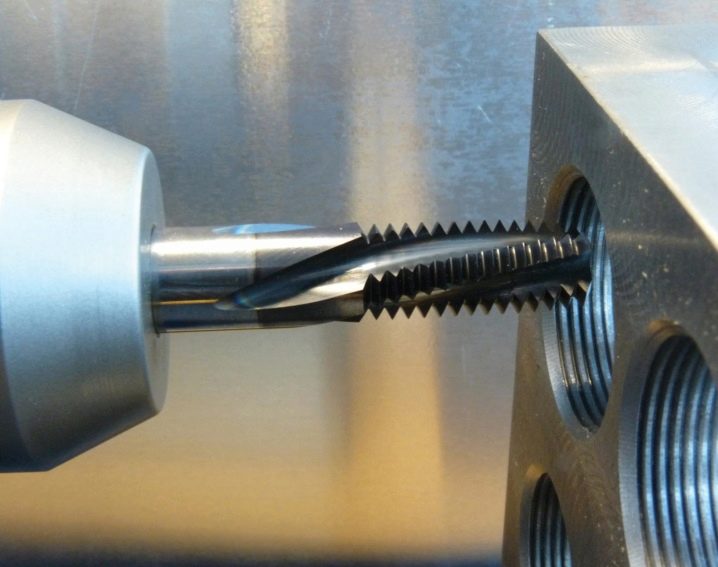
Parametri del rubinetto standard
L'attrezzatura di marcatura speciale per la filettatura è chiaramente dimensionata. La quantità viene misurata in diversi modi. L'indice del filo principale, anche per i prodotti metrici, è impostato su una scala in pollici. Questo non è difficile da vedere in qualsiasi descrizione di tali prodotti. Quindi, per i rubinetti M6, la filettatura è realizzata con una sezione di 0,1 cm, in questo caso la dimensione del foro per la filettatura può variare da 4,8 a 5 mm.

Per i prodotti della categoria M6, il passo base tipico sarà di 1,25 mm. E il passaggio perforato per un prodotto con un diametro di 8 mm raggiunge i 6,5-6,7 mm. Per strutture più piccole (M5), tali dimensioni sono considerate coincidenti rispettivamente con 0,8 mm, 4,1-4,2 mm. È interessante confrontare questo modello con un grande campione seriale - M24. Il passo per formare le scanalature sarà di 3 mm e il quadrato di atterraggio sarà pari a 1,45 cm.
Il marcatore in metallo, tipo M12, taglia 1,75 mm. La sezione del foro sarà di 9,9 o 10 mm. Per M10 più piccoli, tali indicatori sono presi rispettivamente pari a 1,5, 8,2 e 8,4 mm (nel caso del passaggio minimo e massimo).

A volte vengono utilizzati i rubinetti M16. Questi strumenti consentono di graffiare i fili a intervalli di 2 cm, con canali di 1,35 cm minimo e massimo 1,75 cm.
In alcuni casi, diventa necessario eseguire scanalature a intervalli di 2,5 mm. Quindi i rubinetti della categoria M20 vengono in soccorso. Durante il loro funzionamento, si formano passaggi con una sezione trasversale di almeno 1,5 cm Le dimensioni e i parametri operativi (in centimetri) di alcuni altri dispositivi di marcatura sono mostrati nella tabella seguente. È importante capire che tutto ciò che è stato detto si applica solo ai thread metrici.
|
Indice di tipo |
Corsa della scanalatura |
Sezione canale |
|
M7 |
0,1 |
0,595 |
|
M9 |
0,125 |
0,77 |
|
M2 |
0,04 |
0,16 |
|
4 |
0,07 |
0,33 |
|
M11 |
0,15 |
0,943 |
|
M18 |
0,25 |
1,535 |
|
M22 |
0,25 |
1,935 |
|
M24 |
0,3 |
2,085 |
|
M30 |
0,35 |
2,63 |
|
M33 |
0,35 |
2,93 |
|
M42 |
0,45 |
3,725 |
|
M48 |
0,5 |
4,27 |
|
M60 |
0,55 |
5,42 |
|
M68 |
0,6 |
6,17 |
Anche le dimensioni tipiche dello stelo sono normalizzate (in millimetri):
- 2.5x2.1 (per prese non superiori a M1.8);
- 2,8x2,1 (M2-M2,5);
- 3,5x2,7 (solo per rubinetti M3);
- 4.5x3.4 (solo per attrezzatura di marcatura M4);
- 6x4.9 (da M5 a M8 compreso);
- 11x9 (M14);
- 12x9 (solo M16);
- 16x12 (solo M20);
- 20x16 (segnali M27).
Ci sono anche stinchi:
- 14x11;
- 22x18;
- 25x20;
- 28x22;
- 32x24;
- 40x32;
- 45x35.

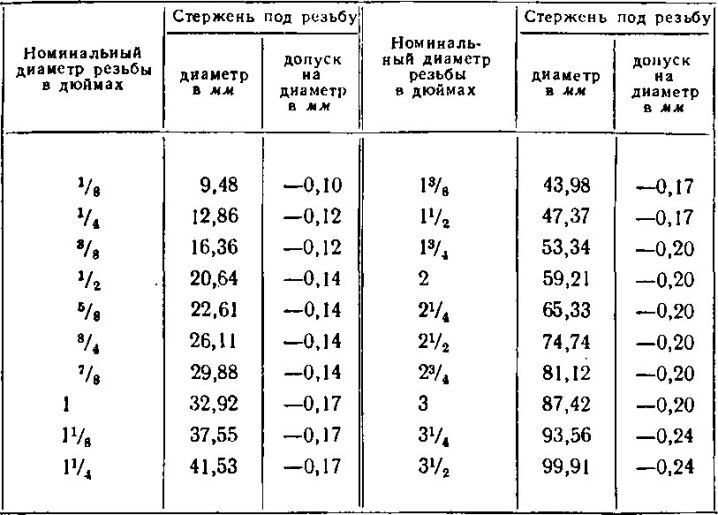
Dimensioni in pollici
Sono tipici dei prodotti forniti dagli USA e dalla Gran Bretagna. Se la sezione trasversale delle scanalature è 3/16, il foro viene posato rigorosamente da 0,36 a 0,37 cm. questi indicatori saranno rispettivamente di 7, 7 e 7,9 mm. La distanza tra le scanalature (in millimetri) sarà pari a:
- 1,058;
- 1,27;
- 1,588.

Il formato 1/2 presuppone una distanza tra i solchi di 2,117 mm. In questo caso viene posato un passaggio di 1,05 mm. I maschi in pollici hanno un passo di 3,175 mm. Il foro raggiunge i 2,2 cm di diametro. I modelli più grandi sono nella categoria 17/8. Il passo della filettatura è di 5,644 mm e il diametro del foro raggiungerà i 4,15 cm.
Va notato che insieme ai dispositivi di marcatura metrica e in pollici, ci sono anche quelli progettati per contrassegnare i fori nei tubi. Per uno strumento da 1/8 di pollice, la corsa è di 28 fili per pollice. Se è di grado 1/2, i fili vengono formati a intervalli di 14 giri per pollice.
Le sezioni delle rigature stesse saranno pari a 0,8566 e 1,8631 cm.Un rubinetto per tubo da 2 pollici fa 11 giri per pollice e si presume che la sezione della tacca sia di 5,656 cm.
Come scegliere il diametro della punta?
La dimensione dei fori oggi continua ad essere determinata secondo il GOST del lontano 1973. Sebbene questo standard sia stato rivisto più volte, le sue norme hanno costantemente confermato la loro rilevanza. Per quanto riguarda il lavoro nell'industria, nell'energia e in altri settori, nulla è cambiato. L'approccio universale è tipico per la lavorazione di metalli ferrosi e non ferrosi. Per determinare i parametri necessari per il taglio di una filettatura interna, iniziare perforando l'area di atterraggio.
Questo viene fatto con un doppio raggio. Controllare attentamente che il canale durante la foratura sia 0,1-0,2 cm più stretto della sezione richiesta. In caso contrario, non funzionerà quindi per effettuare virate con esattamente le dimensioni che vengono rispettate. La selezione delle punte avviene tenendo conto dello standard di misura, su scala millimetrica o in pollici. Dovrebbe essere preso in considerazione anche il numero di thread per l'immissione.
Uno stesso turno può essere designato in modi diversi. Viene installato misurando lo spazio tra le pareti laterali adiacenti sul profilo. Innanzitutto, vengono contati 10 thread. Quindi viene stimato il numero di millimetri tra loro e questa cifra viene ridotta di 10 volte. La corsa viene calcolata allo stesso modo, ma è già calcolata dalle spire di un filo.

Le proprietà delle leghe fragili e dure differiscono da quelle dei metalli morbidi e duttili. Questo viene spesso dimenticato dalle persone che scelgono i maschi per filettare. Quindi, in materiali morbidi per la filettatura M8, è necessario un foro di 6,8 mm. In solido - 0,1 mm in meno.
Si consiglia inoltre di tenere in considerazione le deviazioni massime di diametro impostate in GOST e di prestare attenzione alla differenza tra maschi convenzionali e maschi senza trucioli.















Il commento è stato inviato con successo.